Faced with a bottleneck in its turning operation, this manufacturer of tapered bearings for railcars invested in automated, twin-spindle CNC chuckers. In addition to increasing productivity and improving safety, moving from a manual to an automated turning freed workers for reassignment to other tasks throughout the plant.
Most patients wouldn’t go to a general practitioner for open-heart surgery. Likewise, most manufacturers serving the rail industry don’t rely on general equipment suppliers to ensure the reliability and safety of specific performance-critical components. Instead, they turn to specialists.
Manufacturers of approximately 60 percent of railcars in the United States and a large percentage of railcars overseas purchase one of their smallest parts—tapered wheel bearings—from a company that focuses solely on that one component. Brenco, a subsidiary of Amsted Rail in Petersburg, Virginia, has manufactured railcar roller bearings—and nothing else—for nearly 60 years.
Brenco had been using manually loaded linear lathes to cut the cups (inner races) and cones (outer races) for the tapered bearings, a process that created a significant bottleneck in its manufacturing operations. In 2005, the company decided to invest in a more automated production system from Murata Machinery USA of Charlotte, North Carolina. Like Brenco, the supplier focuses on a single product line—fully automated CNC turning machines.
Today, seven turn-keyed MW400 twin-spindle CNC chuckers from Murata help Brenco produce as many as 18,000 finished parts per week, compared with 12,000 per week with the manual lathes. While the previous process required at least one operator to manage each machine, a single employee can now monitor two machines at a time. This frees other workers for assignment to tasks elsewhere in the production facility.
“Those extra hands have been critical in helping our downstream operations keep up with the additional throughput of the new lathes,” says Mark Yancey with Brenco. “We’re now producing more parts with less effort and fewer defects.”
Brenco was founded in 1949 to manufacture bronze journal bearings for railroad freight cars. The company name was selected as an acronym for Bronze Engineering Company. In 1962, the company replaced production of the bronze journal bearings with the product it is now known for: the tapered roller bearing. Soon after, it added a rolled-ring forging plant and a seal manufacturing plant.
The cups and cones that go into each bearing are manufactured from BMS-931 steel, which is similar to 8720H but unique to Brenco. After a forging process, the cups and cones undergo turning, heat-treating and finish-grinding operations. The old turning process consisted of manually loading three separate lathes. After loading an antiquated six-spindle machine, operators transferred parts to two separate two-axis lathes. The parts then traveled to a stamp for marking. This fatigued the operators who were tied to each machine and resulted in continuous in-process inventory. Change-over time was 6 hours. Part consistency was low, and process variation was high.
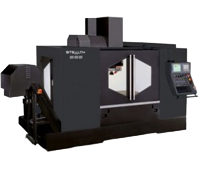
The company has addressed these issues with a machine cell consisting of four Murata MW400 automated lathes. A three-lane conveyor system that feeds the cell allows a large cue of parts and ensures that each machine is fed consistently. Parts move through an escapement at each machine when it is ready. This system maximizes spindle efficiency and ensures that if one machine needs maintenance, the other three can continue to produce parts.
More than 95 percent of Murata’s machines are turnkey, and those supplied to Brenco were no exception. The builder customized the machines’ workholding, tooling, programming and post-process gaging systems. Capable of ID, OD and grooving operations, each incorporates a three-axis CNC gantry loader, 12 turret stations and a 40-horsepower spindle motor.
“Murata essentially supplied fully automated, twin-spindle chuckers around our specific needs,” Mr. Yancey explains.
The turning process is now fully automated—an entire part can be completed without being touched by an operator until it is unloaded from the system. Within each machine, the gantry unit unloads a half-finished part from the first chuck and loads a raw part. The gantry unit then transfers the half-finished part into the turnaround station above the work envelope. The turnaround of the part is internal to the cut time—that is, one of the spindles is always running, so the time taken by the gantry unit to load and unload parts does not affect overall cycle time. The gantry unit then takes the half-finished part from the turnaround chuck, unloads the finished part from the second chuck, and loads the half-finished part into the second chuck. The finished part is then placed on the outgoing conveyor and loaded onto a stamp for marking.
Moving from manually loaded lathes to twin-spindle, gantry-loaded box machines that can operate on multiple axes was a significant change for Brenco, but the benefits soon became readily apparent. In addition to increasing productivity, the lathes enabled Mr. Yancey to reassign workers to downstream tasks. “The micromanagement required to fabricate roller bearing cups is a thing of the past,” he says. “Now, we’re able to focus on making similar improvements throughout our production process.”
Encouraged by its success, the company added three more MW400s four years after installing the first cell. The machines’ automated gantry loading has eliminated the need for manual handling of any parts or equipment, reducing change-over time from 6 hours to less than 2 hours. Now, the company is producing 6,000 more parts per week than it had with the previous process. The flexibility of the systems is also an added benefit. If Brenco ever has to retool or change floor layout, the machines are adaptable. In addition, accidents and injuries related to the lathes have virtually disappeared because employees spend less time interacting directly with the parts and equipment. Automating the process and incorporating CNC controls has made cuts more consistent, resulting in fewer defects and more reliable finished parts. The more exact cuts have also reduced waste and scrap metal by more than half compared with the previous process.
“These machines helped us better meet many of our operational goals, including reallocating workers, improving safety and increasing profitability per fabricated component,” Mr. Yancey says.